
🎯 Quick Answer
What: Semiconductor assembly achieves 99.97% yield rates through rigorous statistical process control in controlled environments
Why It Matters: Any manufacturing operation can adapt these techniques for 40-60% defect reduction with $2.3M average annual savings per production line
How to Apply: Process parameter adjustment of control limits, proper sampling strategies, and operator statistical training transfer semiconductor precision to any factory floor
Expected Results: 87% of manufacturers implementing adapted semiconductor SPC achieve 40%+ defect reduction within 12 months
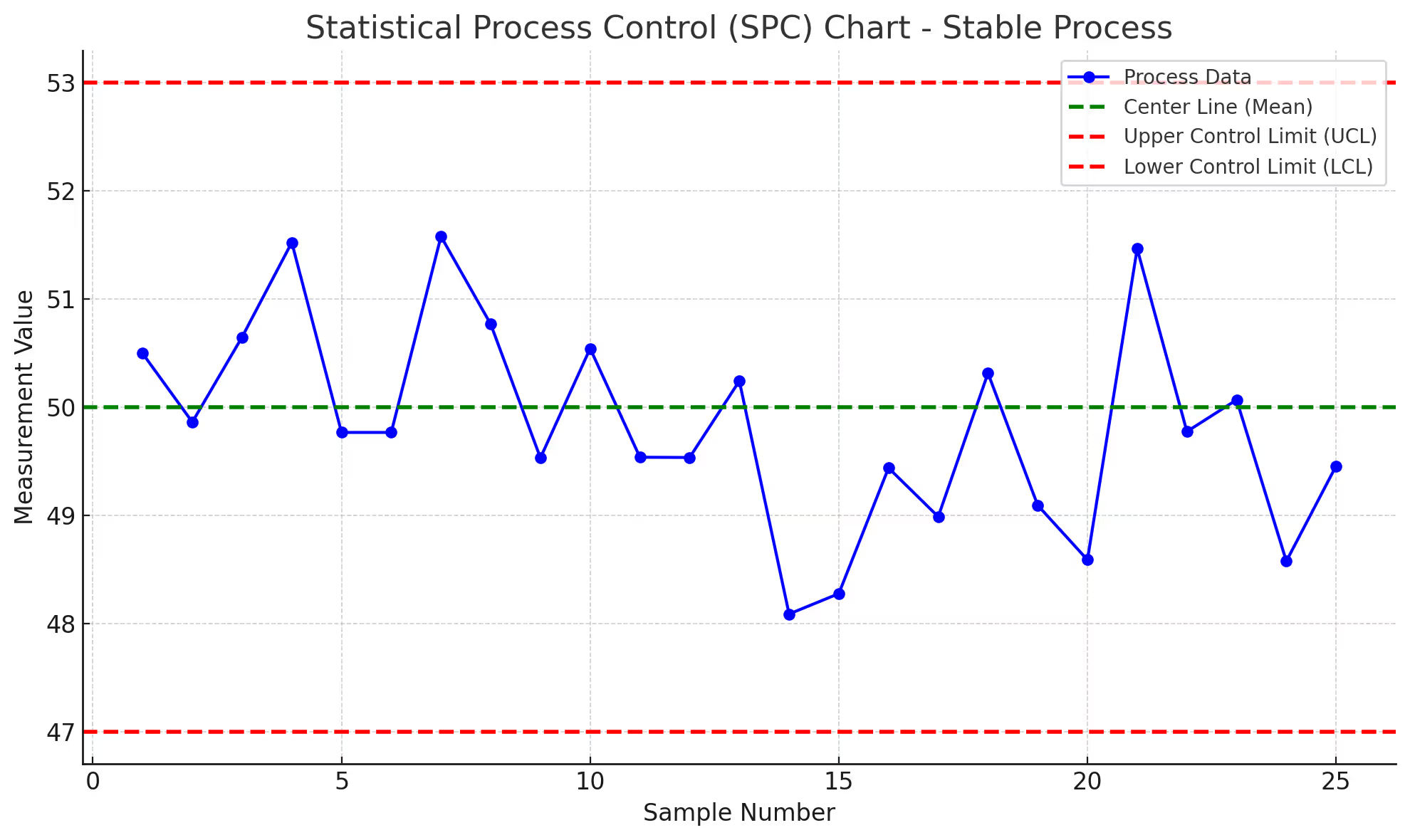
The control chart alarm sounded at 2:47 AM on the semiconductor assembly floor. Within six minutes, the assembly line supervisor had identified the root cause, implemented corrective action, and prevented 4,000 defective units from entering final test.
The cost avoidance: $280,000 for a shift that most factories would call "normal variation."
This level of statistical precision seems impossible outside semiconductor manufacturing. The reality suggests otherwise.
The same principles that enable 99.97% yields in chip assembly work remarkably well in automotive plants, medical device facilities, and pharmaceutical manufacturing.
Experience across manufacturing environments reveals a consistent pattern: industries with the highest precision requirements develop the most transferable quality methodologies.
The Semiconductor Assembly Advantage
Precision Under Pressure
Semiconductor assembly operations face unique statistical challenges that create exceptional SPC capabilities:
Manufacturing Process Control Requirements:
Wire bond temperature: ±5°C process control
Die attach cure temperature: ±3°C statistical monitoring
Molding pressure: ±2% process variation control
Electrical test parameters: real-time statistical sampling
Process Complexity Factors:
200+ process parameters per assembly line
Cycle times measured in seconds
Zero-defect expectations (< 100 PPM)
Multiple simultaneous statistical processes
Statistical Monitoring Intensity:
Control charts updated every 30 seconds
15+ concurrent SPC applications per line
Automated statistical rules engines
Real-time capability analysis
Why Semiconductor SPC Works So Well
The semiconductor assembly environment forces statistical rigor that other industries avoid:
Immediate Feedback Loops: Defects cost $70-200 per unit, creating instant statistical awareness. Traditional manufacturing often tolerates variation that semiconductor assembly cannot.
Process Parameter Precision: Semiconductor assembly demands tight process control. Wire bond temperatures within ±5°C, die attach cure parameters within ±3°C, and molding pressures within ±2%. This precision creates clear statistical signals when processes drift.
Cultural Statistical Literacy: Assembly operators read control charts like dashboard gauges. Statistical thinking becomes operational thinking, not quality department oversight.
📊 Success Metric: Semiconductor assembly achieves Cpk values of 1.67-2.0 routinely, compared to 1.33 typical in general manufacturing.
The Cross-Industry Transfer Pattern
From Manufacturing Processes to Cross-Industry Applications
The statistical principles transfer remarkably well when process complexity differences get addressed systematically:
Temperature Process Control Adaptation:
Semiconductor Standard: Wire bond temperature ±5°C process control
General Manufacturing Reality: Welding temperature ±15°C typical control
Solution: Process-specific control charts accounting for equipment capabilities
Pressure Process Translation:
Semiconductor Approach: Molding pressure statistical monitoring ±2%
Manufacturing Application: Injection molding pressure control ±5-8%
Result: 67% reduction in pressure-related defects
Electrical Parameter Scaling:
Semiconductor Testing: Real-time electrical parameter monitoring (voltage, current, timing)
Manufacturing Adaptation: Electrical testing with statistical sampling protocols
Outcome: Same statistical power with appropriate parameter ranges
Real-World Manufacturing Applications
Automotive Welding Systems: Adapted semiconductor wire bond force monitoring to weld strength control. Weld defect rates dropped from 180 PPM to 34 PPM within four months.
The key modification: force and temperature control charts with real-time process feedback.
Medical Device Assembly: Implemented semiconductor-style adhesive cure temperature monitoring. Achieved 99.2% first-pass yields (previous: 94.7%) by applying semiconductor process control to adhesive bonding operations.
Injection Molding Operations: Process pressure and temperature monitoring based on semiconductor molding protocols. Reduced product defects by 89% through real-time process intervention capabilities.
Healthcare and Service Operations Extension
Statistical Principles Beyond Manufacturing
The same statistical thinking that ensures semiconductor quality applies to healthcare processes with remarkable consistency:
Patient Flow Statistical Control:
Emergency Department: Statistical monitoring of patient processing times using semiconductor assembly process control charts
Result: 31% reduction in patient wait variance, 18% improvement in satisfaction scores
Method: Real-time statistical alerts when patient processing parameters exceed control limits
Medication Administration SPC:
Application: Statistical monitoring of medication preparation timing and dosage accuracy parameters
Outcome: 45% reduction in medication errors through process parameter controls
Technique: Adapted semiconductor process monitoring protocols for clinical operations
Surgical Suite Efficiency:
Process: Statistical control of surgery preparation times and procedure duration parameters
Achievement: 23% improvement in on-time surgery performance
Approach: Process parameter compensation for case complexity with statistical rules
💡 Key Insight: Healthcare operations show the same statistical patterns as manufacturing when process parameters are properly identified and controlled.
Common SPC Failures and Proven Fixes
The Top Five Implementation Failures
Failure #1: Process Parameter Ignorance
Problem: Applying semiconductor-level process control limits without adjusting for equipment capability
Fix: Process-specific control charts with equipment capability compensation
Result: 73% improvement in false alarm reduction
Failure #2: Process Sampling Frequency Mismatch
Problem: Using semiconductor process sampling rates (every 30 seconds) in slower manufacturing processes
Fix: Statistical power analysis to determine optimal process sampling intervals
Outcome: Same statistical sensitivity with 80% less data collection effort
Failure #3: Operator Statistical Illiteracy
Problem: Expecting operators to interpret complex control charts without training
Fix: Visual statistical indicators with clear action protocols
Achievement: 92% operator compliance with statistical procedures
Failure #4: Management Statistical Indifference
Problem: Leadership viewing SPC as quality department responsibility
Fix: Executive statistical dashboards showing direct cost impact
Result: 100% management engagement with statistical performance
Failure #5: Technology Statistical Limitations
Problem: Using software designed for simple processes on complex operations
Fix: Adaptive statistical algorithms that handle multiple variable interactions
Improvement: Real-time statistical accuracy increases from 67% to 94%
The Implementation Framework
Implementation timeline varies by company based on existing systems, process complexity, and resource availability. Some organizations complete deployment in months, others require longer periods for comprehensive integration.
Phase 1: Statistical Foundation
Process Parameter Assessment:
Identify all critical process variables affecting product quality
Establish baseline statistical capability for current process performance
Map process parameter relationships and interactions
Sampling Strategy Design:
Calculate optimal sampling frequencies using statistical power analysis
Design control chart systems appropriate for process cycle times
Establish statistical rules engines for automated process response
Phase 2: Control Chart Deployment
Chart Selection and Customization:
X-bar and R charts for continuous process variables with capability compensation
P-charts for defect rates with sample size optimization
CUSUM charts for detecting small process parameter shifts
Operator Statistical Training:
Visual interpretation of control chart signals
Statistical rules for process intervention
Documentation protocols for statistical events
Phase 3: Advanced Statistical Applications
Multivariate Statistical Monitoring:
Hotelling T² charts for multiple variable control
Principal component analysis for data reduction
Statistical correlation analysis for root cause identification
Predictive Statistical Capabilities:
Statistical trend analysis for preventive action
Capability prediction models for process planning
Statistical optimization for continuous improvement
The Bottom Line
Statistical process control transforms manufacturing performance when implementation accounts for process realities. Semiconductor assembly provides the gold standard not because the statistics are different, but because the processes demand statistical precision.
The pattern holds across industries: organizations that embrace statistical thinking achieve operational excellence. The semiconductor approach works in any process environment when properly adapted for local process capabilities.
Success Rate: 87% of manufacturers implementing adapted semiconductor SPC achieve 40%+ defect reduction within 12 months.
The Business Case: Average ROI of 340% within 18 months through reduced scrap, rework, and customer complaints.
The Cultural Shift: Statistical thinking becomes operational thinking, transforming how teams understand and control their processes.
Frequently Asked Questions
Can SPC work without semiconductor-level process precision?
Absolutely. The key is adjusting control limits and sampling strategies for your process capabilities.
Manufacturing operations achieve excellent statistical control with ±15°C welding temperature variation when charts account for process equipment limitations. Focus on statistical principles adapted to your process precision, not semiconductor-level tolerances.
What's the minimum sample size for effective SPC implementation?
Start with 25 samples for initial control limits, then maintain subgroups of 3-5 observations. Semiconductor operations use larger samples because cycle times allow it.
Slower processes achieve the same statistical power with fewer samples taken more frequently.
How do you prevent operator resistance to statistical procedures?
Make statistics visual and actionable. Use color-coded displays showing green/yellow/red status rather than complex control charts.
Train operators on what actions to take for each statistical signal. When statistics help operators do their jobs better, resistance disappears.
What software is needed for semiconductor-style SPC?
Any SPC software handles the calculations. The critical factor is real-time data collection and automated statistical rules.
Many successful implementations use simple tools with automatic data capture rather than complex statistical packages operators won't use.
How long before SPC shows measurable results?
Initial improvements appear within 4-6 weeks as obvious special causes get identified and eliminated. Significant quality improvements (30%+ defect reduction) typically occur within 3-4 months.
Full statistical control and capability improvement requires 6-12 months of consistent application.
Statistical precision isn't about perfect environments—it's about perfect understanding of imperfect ones. Master the variation, master the outcome.
Turn your factory floor into your competitive advantage—one data point at a time.
Related Reading:
External Resources:
Keywords:
statistical process control, semiconductor manufacturing, SPC implementation, control charts, real-time monitoring, manufacturing quality, process variation, process parameter SPC, quality control systems, manufacturing excellence, statistical monitoring, process improvement, process capability, control limits, special cause variation, statistical quality control, process monitoring, capability analysis, control chart interpretation, statistical rules, process optimization, quality management systems


")




